Gacek pisze:Ja pochodzę chyba z innej epoki zapewne przedlodowcowej

.Zupełnie nie rozumiem tego manewru który chcesz wykonać ? przy układach hydraulicznych taka operacja bez regeneracji powierzchni to przysłowiowe wylewanie dzieciaka z kąpielą

.Niech mnie ktoś oświeci bo nie nadążam już chyba za nowymi trendami

.
Tam nie ma żadnej powłoki ,to zwykły stalowy cylinder.Napisze na chłopski rozum,chodzi o zmatowanie /rysy pod kątem 45-10stopni-to co jest z osadem i wyślizgane (za gładkie) nie starcie .
Serwisówka mówi
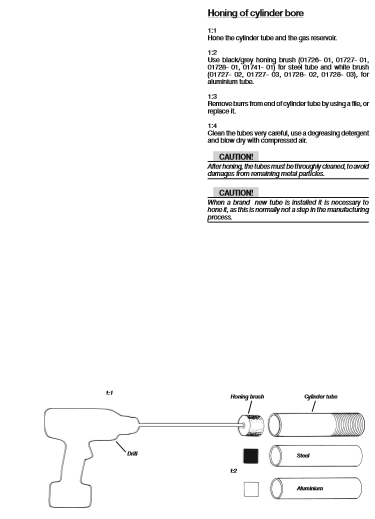
1:1 Hone the cylinder tube and the gas reservoir.
1:2 Use black/grey honing brush (01726- 01, 01727- 01, 01728- 01, 01741- 01) for steel tube and white brush (01727- 02, 01727- 03, 01728- 02, 01728- 03), for aluminium tube.
1:3 Remove burrs from end of cylinder tube by using a file, or replace it.
1:4 Clean the tubes very careful, use a degreasing detergent and blow dry with compressed air.
CAUTION! After honing, the tubes must be throughly cleaned, to avoid damages from remaining metal particles.
CAUTION! When a brand new tube is installed it is necessary to hone it, as this is normally not a step in the manufactur
co po naszemu
1: 1 honowanie rury cylindra i zbiornik gazu.
1: 2 Użyj szczotki honującej w kolorze czarnym / szarym (01726- 01, 01727- 01, 01728- 01, 01741-01) do rury stalowej i białej szczotki h. (01727 02, 01727 03, 01728 02, 01728 03), do rury aluminiowej.
1: 3 Usuń zadziory z końca cylindra za pomocą pliku lub wymień go.
1: 4 Wyczyść probówki bardzo ostrożnie, użyj detergentu odtłuszczającego i przedmuchaj sprężonym powietrzem.
UWAGA! Po honowaniu rury muszą być dokładnie oczyszczone, aby uniknąć uszkodzeń pozostałych cząstek metalu.
UWAGA! Po zainstalowaniu zupełnie nowej rury konieczne jest jej ulepszenie(
czyli honowanie), ponieważ zwykle nie jest to krok w produkcji

najlepsza do poprawienia struktury cylindra byłaby 800G(honowanie 2-3 w dół i górę i to wszystko)









